Best Sulfur Types for High‑Efficiency Sulfuric Acid Production
Sulfuric acid is one of the most important industrial chemicals in the world, and the quality of its raw material has a direct impact on plant efficiency, operating cost, emissions, and product consistency. For fertilizer producers, metal processors, petroleum refiners, and chemical manufacturers, choosing the right sulfur feedstock is not a minor procurement detail—it is a strategic decision.
When industrial buyers search for the best sulfur for sulfuric acid production, they are usually comparing purity, physical form, impurity profile, melting behavior, handling safety, and supply reliability. While several sulfur forms are available in global trade, not all are equally suitable for high-efficiency acid plants. In most cases, the best results come from sulfur grades that combine high elemental purity, low ash and organic contamination, controlled particle size, and stable logistics performance.
This guide explains which sulfur types are most suitable for sulfuric acid production, how sulfur moves through the industrial value chain, what quality parameters matter most, and how buyers can source sulfur more intelligently.
Why Sulfuric Acid Is Called the “King of Acids”
Sulfuric acid is often called the “King of Acids” because of its unmatched industrial importance. It is not only one of the most widely produced chemicals on earth, but also one of the clearest indicators of industrial activity. Countries with strong fertilizer, mining, refining, and chemical sectors consume enormous quantities of sulfuric acid.
The majority of global sulfur production is ultimately used to make sulfuric acid. In turn, a large share of that sulfuric acid goes into phosphate fertilizer manufacturing, which makes sulfur essential to modern agriculture and global food security. Beyond fertilizers, sulfuric acid is used in metal leaching, petroleum refining, detergents, pigments, fibers, explosives, wastewater treatment, and battery production.
Because so much commercial sulfur is recovered from refining and gas processing, sulfur is closely connected to the broader market for Petroleum Products. For readers exploring the wider sulfur industry, our collection of Sulfur Articles also provides useful background on industrial applications, markets, and specifications.
How Sulfur Is Turned into Sulfuric Acid
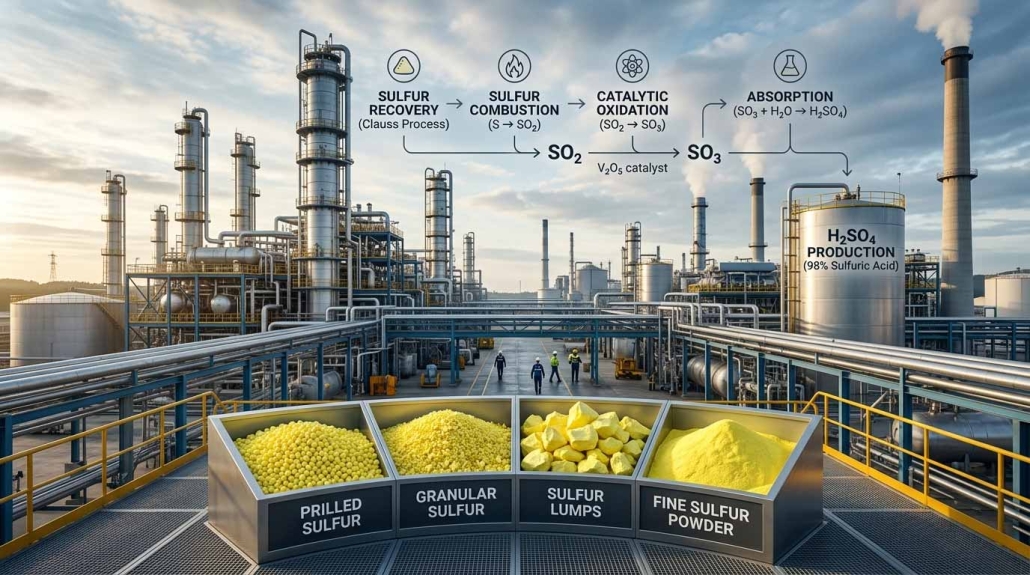
Most modern plants use the Contact Process, which offers high conversion efficiency and reliable large-scale production. A simplified process flow looks like this:
Crude oil → vacuum distillation → heavy residue separation → sulfur recovery → sulfur combustion → SO₂ → SO₃ → absorption → H₂SO₄
Here is what happens in practice:
1. Sulfur recovery
Sulfur is commonly recovered as a by-product from oil refining and natural gas processing. Environmental fuel standards have made sulfur recovery an essential downstream activity.
2. Sulfur melting and combustion
Solid sulfur is melted and then burned in dry air to form sulfur dioxide (SO2)(SO_2).
3. Catalytic oxidation
The sulfur dioxide passes over a catalyst, usually vanadium pentoxide, and is converted into sulfur trioxide (SO3)(SO_3).
4. Absorption
The sulfur trioxide is absorbed into concentrated acid and processed into sulfuric acid (H2SO4)(H_2SO_4).
This sequence may sound straightforward, but plant efficiency depends heavily on the quality of the sulfur feed. Even minor impurities can reduce combustion stability, foul equipment, increase filtration needs, or poison catalysts.
What Makes a Sulfur Type Suitable for Sulfuric Acid Production?
Before comparing sulfur forms, it is important to understand the technical requirements buyers should prioritize. The best sulfur for acid plants typically offers:
- High sulfur purity, usually 99.5% or higher
- Low ash content
- Low organic contamination
- Minimal moisture
- Low acidity and residue
- Consistent particle size or lump form
- Good melting behavior
- Reliable handling and transport performance
A proper Sulfur Analysis should verify not only sulfur content but also contaminants that may interfere with combustion or catalyst life. Industrial buyers should also understand how physical form affects unloading, storage, conveying, and melting.
Best Sulfur Types for High-Efficiency Sulfuric Acid Plants
Granular sulfur: the preferred industrial choice
For most modern sulfuric acid producers, Granular Sulfur is the preferred option. It offers an excellent balance of purity, uniformity, and logistics performance.
Why it performs well:
- Typically high purity, often 99.5–99.9%
- Uniform particle size for easy conveying
- Lower dust generation than finer forms
- Good flowability in bulk handling systems
- Efficient melting before combustion
Granular sulfur is especially suitable for export markets and automated feed systems. It is often the most practical choice for plants that prioritize stable operations, clean handling, and predictable melting performance.
Prilled sulfur: strong alternative for controlled feeding
Prilled Sulfur is produced by spraying molten sulfur from the top of a cooling tower. As the droplets fall, they solidify into small spherical particles.
This production method creates sulfur with highly uniform particle size and smooth surfaces, which provides several operational advantages.
Key benefits include:
- Excellent particle uniformity
- Smooth flow through silos and conveyors
- Reduced bridging and clogging in feed systems
- Quick melting due to small particle size
- Consistent feeding into combustion units
For plants that require steady, controlled sulfur feed rates, prilled sulfur can be an excellent alternative to granular material. In many cases the operational performance between the two forms is very similar.
Lump sulfur: traditional but less convenient
Lump Sulfur is one of the oldest commercial forms of sulfur. It is typically produced when molten sulfur solidifies in large blocks that are later broken into irregular pieces.
Although lump sulfur may sometimes be available at competitive prices, it introduces several operational limitations.
Common drawbacks include:
- Irregular particle sizes
- Need for crushing or pre‑processing before melting
- Higher dust formation during handling
- Less compatibility with automated feeding systems
Because of these factors, many modern sulfuric acid plants prefer granular or prilled sulfur, especially when operational efficiency and continuous processing are priorities.
Powder sulfur: high surface area but limited industrial use
Powder Sulfur consists of very fine sulfur particles with a large surface area. While this can be useful in certain chemical reactions, it is generally not ideal for sulfuric acid plants.
Challenges include:
- Significant dust generation
- Increased explosion and safety risks
- More complex storage requirements
- Difficulties in bulk transportation
For these reasons, powdered sulfur is used more frequently in applications such as Agricultural Sulfur, rubber vulcanization, and specialty chemical manufacturing rather than large‑scale sulfuric acid production.
Key Factors Industrial Buyers Should Consider
Choosing the right sulfur supply involves more than selecting a physical form. Industrial buyers should also evaluate several broader factors.
Product quality and specifications
Always confirm technical parameters such as sulfur purity, ash content, moisture level, and organic contaminants. Reliable suppliers typically provide detailed quality certificates and laboratory reports.
Supplier reliability
Consistency of supply is critical for acid plants that operate continuously. Working with established exporters can reduce risks related to logistics delays or inconsistent product quality. A comprehensive Sulfur Export Purchasing Guide can help buyers evaluate suppliers more effectively.
Market conditions
Sulfur prices fluctuate based on refinery output, fertilizer demand, and global energy markets. Monitoring Global Sulfur Price Forecasts can help procurement teams make better timing decisions.
Storage and safety considerations
Even though elemental sulfur is relatively stable, improper storage or handling can create operational and safety issues. Facilities should follow recommended practices outlined in a Sulfur Storage and Handling Guide.
Conclusion
Selecting the right sulfur type plays a critical role in the efficiency, reliability, and economics of sulfuric acid production. High‑purity sulfur with minimal contaminants allows combustion systems to operate more smoothly, protects catalysts, and reduces maintenance requirements.
Among the available options, granular sulfur and prilled sulfur are generally the most suitable choices for modern sulfuric acid plants because they combine high purity, consistent particle size, and excellent handling performance.
While lump sulfur and powdered sulfur still exist in certain markets and applications, they often introduce additional operational challenges that make them less attractive for large‑scale acid production.
For industrial buyers, the best strategy is to evaluate sulfur sources not only by price, but also by quality specifications, physical form, supply reliability, and long‑term operational impact. Careful sourcing decisions can significantly improve plant efficiency and reduce total production costs in sulfuric acid manufacturing.

")








Leave a Reply
Want to join the discussion?Feel free to contribute!